Doblado de Metales
El doblado es uno de los procesos de la manipulación
del metal, en el cual la fuerza es aplicada a una lámina de metal, haciendo que
se doble en el ángulo y la forma deseada. Por lo general el doblado se hace en un solo eje, pero la repetición de varias operaciones pueden lograr crear una
pieza compleja. Se da la aparición de aristas y el cambio de dirección de vectores. En el trabajo de láminas metálicas el doblado se define como la deformación del metal alrededor de un eje recto.
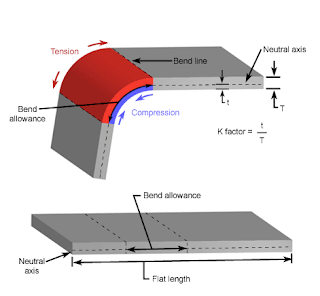
Durante la operación de doblado, el metal dentro del plano neutral se comprime, mientras que el metal por fuera del plano neutral se estira. El metal se deforma plástica-mente así que el doblez toma una forma permanente al remover los esfuerzos que lo causaron. El doblado produce poco o ningún cambio en el espesor de la lámina metálica.

En el doblado en V, la lámina de metal se dobla entre un punzón y un dado en forma de V, los ángulos van desde los muy obtusos hasta los muy agudos. El doblado en V se usa generalmente en operaciones de baja producción y se realizan frecuentemente en una prensa de cortina, los correspondientes dados en V son relativamente simples y de bajo costo.
 complicados para ángulos mayores de 90º. Debido a la presión del sujetador, los dados deslizantes son
complicados para ángulos mayores de 90º. Debido a la presión del sujetador, los dados deslizantes son

Doblado por compresión
Durante la operación de doblado, el metal dentro del plano neutral se comprime, mientras que el metal por fuera del plano neutral se estira. El metal se deforma plástica-mente así que el doblez toma una forma permanente al remover los esfuerzos que lo causaron. El doblado produce poco o ningún cambio en el espesor de la lámina metálica.

Doblado en v y doblado de bordes

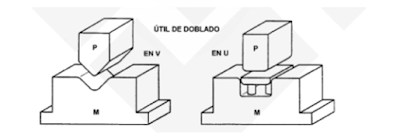
Las operaciones de doblado se realizan usando como herramientas de trabajo diversos tipos de punzones y dados. Los dos métodos de doblado más comunes y sus herramientas asociadas son el doblado en V, ejecutado con un dado en V; y el doblado de bordes, ejecutado con un dado deslizante.
En el doblado en V, la lámina de metal se dobla entre un punzón y un dado en forma de V, los ángulos van desde los muy obtusos hasta los muy agudos. El doblado en V se usa generalmente en operaciones de baja producción y se realizan frecuentemente en una prensa de cortina, los correspondientes dados en V son relativamente simples y de bajo costo.
El doblado de bordes involucra una carga voladiza sobre la lámina de metal. Se usa una placa de presión, que aplica una fuerza de sujeción Fh para sujetar la lámina contra el dado, mientras el punzón fuerza la parte volada para doblarla sobre el borde del dado. En el arreglo que se ilustra en la figura 3.63(b), el doblado se limita a ángulos de 90º o menores. Se pueden diseñar dados deslizantes más

más complicados y más costosos que los dados en V y se usan generalmente para trabajos de alta
producción.
DOBLADO DE TUBOS

Los tubos se doblan por muchas razones. Un motivo frecuente es la necesidad de transportar líquidos, otra razón es permitir la expansión o contracción de sistemas de tubería. Las espirales para transferencia de calor y los componentes tubulares para calderas requieren doblado. Las piezas tubulares se usan con frecuencia como componentes estructurales en vehículos y máquinas, muebles, rieles, manijas, etc. Los métodos comunes de doblado son los siguientes:
Doblado por compresión
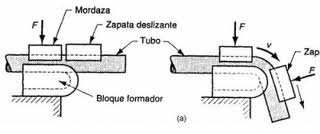
La pieza de trabajo se sujeta y dobla alrededor de un dado estacionario con la ayuda de un bloque o un rodillo seguidor. Hay algo más de fuerza de compresión que elongación sobre la pieza de trabajo (aun cuando haya elongación sobre la parte exterior del doblez), y el nombre del método se deriva de este hecho. El doblado por compresión es un método común, que con frecuencia se realiza a mano, sobre tubos u otros perfiles de mayores espesores de pared y radios de doblado más grandes. Los tubos de pared delgada usualmente no se doblan por este método.
El radio mínimo a la línea de centro para dobleces por compresión es 4 veces el diámetro del tubo. Con tubos de paredes más delgadas y buen soporte puede hacerse dobleces con radios de sólo 21/2 veces el diámetro. Los ángulos de doblado llegan a ser hasta de 170º por doblez. Debido a que hay muy poco alargamiento en la cara exterior, los tubos cromados o pintados pueden doblarse con esté método.
Doblado por arrastre.
En este método, la pieza de trabajo se sujeta contra un dado que tiene la
forma del doblez, como en el doblado por compresión; pero ahora el dado gira jalando la pieza de trabajo por una matriz de presión y, en muchos casos, sobre un mandril.Este método es adecuado para tubos de pared delgada, en especial cuando se doblan en radios pequeños, permite un control más estrecho sobre la pieza de trabajo que cualquier otro método de doblado.
Los dobleces por arrastre se hacen cuando las necesidades dimensionales son estrictas (por ejemplo, en la industria aeronáutica) o cuando se requieren dobleces muy cerrados de tubos de pared delgada. Aunque se pueden lograr radios de doblado iguales al diámetro del tubo, éstos requieren un cuidado extraordinario, un mandril interno de perfecto ajuste así como zapatas y matrices exteriores. El doblado por arrastre es más común que el doblado por compresión cuando se emplea equipo motriz. Pueden hacerse dobleces de hasta 180º.
Doblado por prensado con cabezal
Con este método, la pieza de trabajo se coloca entre dos soportes y se presiona contra un dado redondo (cabeza o punzón) como se muestra en la figura (c). Los dos soportes giran sobre un pivote conforme el cabeza se mueve hacia adelante manteniendo el soporte de la pieza de trabajo.

Este método, aunque brinda poco control sobre el flujo del metal, es muy rápido. Se emplea en aplicaciones donde se utilizan tubos gruesos o perfiles laminados o extruidos, siempre que se permita alguna distorsión en la sección de la pieza de trabajo y que sea importante tener una rápida producción. Con las máquinas disponibles en la actualidad, el doblado por prensado con cabeza se aplica a tuberías de 10 a 350 mm de diámetro. Este método funciona para dobleces de hasta 165º además, se pueden doblar perfiles extremadamente gruesos.
El radio mínimo de doblado a la línea de centro por este método es 3 veces el diámetro a menos que sean tolerables deformaciones o aplastamientos en la sección doblada (así como en algunas aplicaciones estructurales). Se prefieren los radios de 4 a 6 diámetros.
Bibliografía:
http://materias.fcyt.umss.edu.bo/tecno-II/PDF/cap-332.pdf
El radio mínimo a la línea de centro para dobleces por compresión es 4 veces el diámetro del tubo. Con tubos de paredes más delgadas y buen soporte puede hacerse dobleces con radios de sólo 21/2 veces el diámetro. Los ángulos de doblado llegan a ser hasta de 170º por doblez. Debido a que hay muy poco alargamiento en la cara exterior, los tubos cromados o pintados pueden doblarse con esté método.
Doblado por arrastre.
En este método, la pieza de trabajo se sujeta contra un dado que tiene la
forma del doblez, como en el doblado por compresión; pero ahora el dado gira jalando la pieza de trabajo por una matriz de presión y, en muchos casos, sobre un mandril.Este método es adecuado para tubos de pared delgada, en especial cuando se doblan en radios pequeños, permite un control más estrecho sobre la pieza de trabajo que cualquier otro método de doblado.

Los dobleces por arrastre se hacen cuando las necesidades dimensionales son estrictas (por ejemplo, en la industria aeronáutica) o cuando se requieren dobleces muy cerrados de tubos de pared delgada. Aunque se pueden lograr radios de doblado iguales al diámetro del tubo, éstos requieren un cuidado extraordinario, un mandril interno de perfecto ajuste así como zapatas y matrices exteriores. El doblado por arrastre es más común que el doblado por compresión cuando se emplea equipo motriz. Pueden hacerse dobleces de hasta 180º.
Doblado por prensado con cabezal
Con este método, la pieza de trabajo se coloca entre dos soportes y se presiona contra un dado redondo (cabeza o punzón) como se muestra en la figura (c). Los dos soportes giran sobre un pivote conforme el cabeza se mueve hacia adelante manteniendo el soporte de la pieza de trabajo.

Este método, aunque brinda poco control sobre el flujo del metal, es muy rápido. Se emplea en aplicaciones donde se utilizan tubos gruesos o perfiles laminados o extruidos, siempre que se permita alguna distorsión en la sección de la pieza de trabajo y que sea importante tener una rápida producción. Con las máquinas disponibles en la actualidad, el doblado por prensado con cabeza se aplica a tuberías de 10 a 350 mm de diámetro. Este método funciona para dobleces de hasta 165º además, se pueden doblar perfiles extremadamente gruesos.
El radio mínimo de doblado a la línea de centro por este método es 3 veces el diámetro a menos que sean tolerables deformaciones o aplastamientos en la sección doblada (así como en algunas aplicaciones estructurales). Se prefieren los radios de 4 a 6 diámetros.
Bibliografía:
http://materias.fcyt.umss.edu.bo/tecno-II/PDF/cap-332.pdf
No hay comentarios:
Publicar un comentario